
注:表1-10-2及表1-10-3的數據摘自“壓力容器用碳素鋼和低合金厚鋼板(GB 6654—1996)”及“鍋爐用碳素鋼和低合金鋼板(GB 713—1986)”。
三、罐體的制造
液化石油氣儲存設備系三類壓力容器,其產品的設計制造應符合相應國家標準、行業標準及企業標準的要求,并應嚴格遵守規程的要求。液化石油氣儲罐的設計壓力應按不低于50℃時混合液化石油氣組分的實際飽和蒸氣壓來確定,若不做組分分析或無實際組分數據時,其設計壓力選取應不低于表1-10-4 規定的壓力。
?
| 混合液化石油氣50℃飽和蒸氣壓力/MPa | 設計壓力 | |
| 無保冷措施 | 有可靠保冷設施 | |
| 不大于異丁烷50℃飽和蒸氣壓力 | 等于50℃異丁烷的飽和蒸氣壓力 | 可能達到的最高工作溫度下異丁烷的飽和蒸氣壓力 |
| 大于異丁烷50℃飽和蒸氣壓力 不大于丙烷50℃飽和蒸氣壓力 | 等于50℃異丙烷的飽和蒸氣壓力 | 可能達到的最高工作溫度下丙烷的飽和蒸氣壓力 |
| 大于丙烷50℃飽和蒸氣壓力 | 等于50℃異丙烯的飽和蒸氣壓力 | 可能達到的最高工作溫度下丙烯的飽和蒸氣壓力 |
設計盛裝液化石油氣的儲存容器,應參照行業標準HG 20592~20635的規定,選取壓力等級高于設計壓力的管法蘭、墊片和緊固體。使用法蘭連接的第一個法蘭、密封面,應采用高頸對焊法蘭、金屬纏繞墊片(帶外環))和高強度螺栓的組合。
為確保液化石油氣儲存設備運行安全可靠,國家對其制造單位實施監督檢驗制度,制造廠必須有國家質量技術監督局頒發的三類壓力容器制造許可證。制造過程中要確保質量保證體系正常運轉,并采取嚴格的檢驗措施與試驗手段來保證設備的制造質量,各制造廠都由當地質量技術監督部門的壓力容器檢驗單位駐廠監督檢驗,按《壓力容器產品安全質量監督檢驗規則》的要求,監檢人員對容器生產全過程的每個環節分A、B、C三類分別進行監檢。A類監檢人員必須到現場進行監督檢驗,并在工作見證上簽字; B類監檢人員一般應到場,但因故不到時可以事后見證確認;C類監檢人員只作抽查, 必要時簽字確認。
罐體制造工藝流程如圖1-10-4 所示。
圖1-10-4中停止點即為生產到該工序時,需停止制造,待檢驗人員檢查,確認是否合格,部分列入A類項目的停止點,需經監檢人員現場驗證簽字后,方可進入下道工序。
?
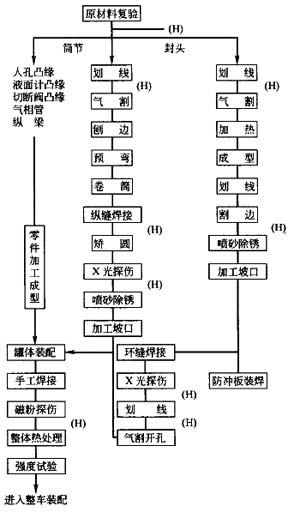
圖1-10-4 罐體制造工藝流程
(H)—停止點


 科技賦能,AI強安——談AI技術在石油…危險化學品安全技術說明書(PDF版)170種危險化學品安全技術說明書匯編化工企業冬季安全生產須知——防火篇化工企業冬季安全生產須知——防凍凝篇有限空間作業如何預防窒息和中毒有限空間作業切記注意安全!夏季有限空間作業安全風險防范
科技賦能,AI強安——談AI技術在石油…危險化學品安全技術說明書(PDF版)170種危險化學品安全技術說明書匯編化工企業冬季安全生產須知——防火篇化工企業冬季安全生產須知——防凍凝篇有限空間作業如何預防窒息和中毒有限空間作業切記注意安全!夏季有限空間作業安全風險防范 危險化學品目錄(2015版)危險化學品分類及其危險特性對制度落實不到位的原因調查及解決辦…職工安全生產的權利和義務危險化學品的儲存有限空間作業安全知識柴油罐的存放加油站安全知識手冊
危險化學品目錄(2015版)危險化學品分類及其危險特性對制度落實不到位的原因調查及解決辦…職工安全生產的權利和義務危險化學品的儲存有限空間作業安全知識柴油罐的存放加油站安全知識手冊



