
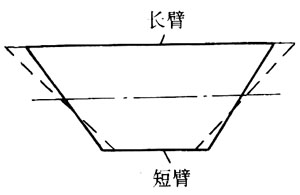
無縫模壓彎頭是根據計算的彎管展開長度下料(見圖5—12),將切好的管段放入加熱爐中加熱,加熱至900℃左右,取出放在模具中壓制,模具由上模、下模與芯子三部分組成。芯子放入管段中,用壓力機壓制成形。當彎頭管口不圓時需再加熱整圓,切去毛邊、坡口即成。實踐證明,在下料時彎管的長臂要比理論計算加長15%,而短臂比理論計算值應減小4%。
?
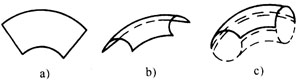
有縫彎頭制作。按彎管展開原理,無將鋼板下料呈扇形,然后加熱,放入模具壓制成瓦狀(見圖5-13),再畫線并切去多余部分,修理后將兩瓦坡口、組對焊接成彎頭。彎頭管口不圓時需加熱后修整。燃氣管道使用的有縫彎管,其焊縫必須探傷合格。這種彎管管壁厚度均勻,耐壓強度離,彎曲半徑小,適合于加工大管徑彎管。
模壓彎管要有大量模具,用以加工各種角度、各種管徑的彎管,適合批量生產,運輸方便,成本低。
?
模壓彎管有定型產品,其他彎管亦可委托加工。當采購或委托加工管彎時,必須注明鋼材要求,彎管內、外徑與壁厚(應與管子相同),彎曲半徑,橢圓率,焊縫探傷要求和彎管角度等。實踐中經常發生彎管直徑、壁厚與管材不符,彎管角度不符合要求等。這些問題在現場難以解決,將會拖延工期。
?
| 彎管角度 | 節數 | 其中 | |
| 中間節n | 端節 | ||
| 90° | 4 | 2 | 2 |
| 60° | 3 | 1 | 2 |
| 45° | 3 | 1 | 2 |
| 30° | 2 | 0 | 2 |
4.焊接彎管 當管徑較大、管壁較厚或較薄、彎曲半徑較小時,采用煨彎方法困難,常采用焊接彎管。其彎曲角度、彎曲半徑及彎管組成的節數可根據需要選定,彎曲半徑大,彎管組成的節數多,彎管內壁平滑,流體通過時阻力小。焊接彎管的節數,不應少于表5-1規定的節數。焊接彎管是若干節帶有斜截面的直管段焊接而成的,每個彎頭有若干個中間節和兩個端節。中間節兩端帶斜截面;端節一端帶斜截面,長度為中間節的一半。見圖5-14。為了減少焊口,常將端節的斜截面直接下料在較長的管子上,這樣就減少了兩上焊口。
?
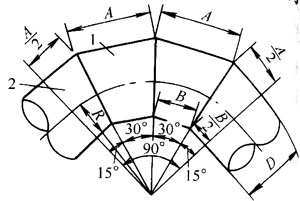
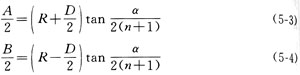
(1)尺寸計算 中間節的背高和腹高分別為A和B,則端節的背高與腹高即分別為?  和?
和?  ,可由下式計算:
,可由下式計算:
?
式中? ——端節的背高(mm);
——端節的腹高(mm);
R——彎曲半徑(mm);
D——管外徑(mm);
a——彎曲角度(°);
n——彎管中間節的節數。
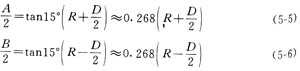
按表5-1中的節數,90°、60°及30°焊接彎頭端節尺寸可分別按下式計算:
?
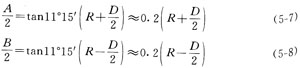
45°焊接彎頭端節尺寸可分別按下式計算:
?
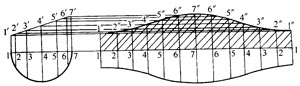
(2)用展開法制作樣板 焊接彎頭下料應先做樣板,用展開法放樣,如圖5-15所示:
在牛皮紙或石油瀝青油氈紙上畫直線段1-7等于管外徑,分別從1和7兩點作直線1-7的垂直線,截取1-1′等于等 、7-7′等于 ,連接1′和7′兩點得斜線1′-7′。以1-7之長為直徑畫半圓,把半圓弧分為六等分(等分越多越精確),從各等分點向直徑1-7作垂線,與1-7相交于2、3、4、5、6各點,并與斜線1′-7′相交于2′、3′、4′、5′、6′各點。在右邊畫1-7延長線,截取1-1線段等于管子外圓周長(L=πD),把1-1分成12等分,各等分點依次為1、2、3、4、5、6、7、6、5、4、3、2、1,由各等分點作1-1的垂線,在這些垂線上分別截取1-1″等于1-1′、2-2″等于2-2′,…,7-7″等7-7′。用曲線板連接1″,2″,…,7″…1″,圖中帶斜線部分即為端節的展開圖。在1-1直線段下面畫出上半部的對稱圖與帶斜線部分一塊構成中間節的展開圖。用剪刀將展開圖剪下,即成下料樣板。
?
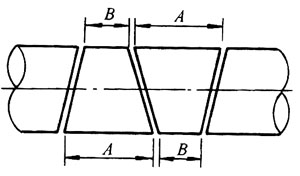
(3)下料與焊接下料時先在鋼管沿管子軸線畫兩條對稱的直線,二直線間的弧長等于管子外圓周長的一半。以后將樣板圍在管外,使樣板上的背高線和腹高線分別與管子上已繪出的兩條直線重合。沿樣板在管子上畫出切割線,再將樣板翻轉180°,畫出另一段的切割線,兩段間應留出切割口的寬度。如圖5-16所示。兩個端節另一端不切割,應和直管連在一起,以減少焊口。
?
焊接彎頭各節坡口時,彎頭外側的坡口角度應小些,彎頭內側的坡口角度應大些,否則彎頭焊接后外側焊縫厚,內側焊縫窄,使彎頭出現勾頭現象。
?


 科技賦能,AI強安——談AI技術在石油…危險化學品安全技術說明書(PDF版)170種危險化學品安全技術說明書匯編化工企業冬季安全生產須知——防火篇化工企業冬季安全生產須知——防凍凝篇有限空間作業如何預防窒息和中毒有限空間作業切記注意安全!夏季有限空間作業安全風險防范
科技賦能,AI強安——談AI技術在石油…危險化學品安全技術說明書(PDF版)170種危險化學品安全技術說明書匯編化工企業冬季安全生產須知——防火篇化工企業冬季安全生產須知——防凍凝篇有限空間作業如何預防窒息和中毒有限空間作業切記注意安全!夏季有限空間作業安全風險防范 危險化學品目錄(2015版)危險化學品分類及其危險特性對制度落實不到位的原因調查及解決辦…職工安全生產的權利和義務危險化學品的儲存有限空間作業安全知識柴油罐的存放加油站安全知識手冊
危險化學品目錄(2015版)危險化學品分類及其危險特性對制度落實不到位的原因調查及解決辦…職工安全生產的權利和義務危險化學品的儲存有限空間作業安全知識柴油罐的存放加油站安全知識手冊



