開口模壓拔制高壓匯氣管的安全設計
作者:羅紅梅 高慶春 劉發安 白光野 彭志群
評論: ?
收藏本頁
2.2.6 開孔補強計算
??? 在以上物理量的基礎上,設支管去除腐蝕裕量后的支管厚度(有效壁厚)為δeb。支管去除腐蝕裕量最后的支管內徑為d′i,主管有效厚度為δer,有效補強寬度為w,則δeb=δnb-C2,d′i=do-2δeb,δer=δnr=C2,w=d′i。在有效補強區內,主管承受內壓所需設計壁厚外的多余厚度形成的面積A1=d′i(δer-δr);支管承受內壓所需最小壁厚外的多余厚度形成的截面積A2=2H(δeb-δb);其他可提供的補強面積A3=2R(δo-δb),如前所述用支管直管段的有效厚度δeb代替δo進行A3的計算。主管開孔削弱所需要補強的面積AR=δrd′i。在補強范圍內可提供的補強面積AE=A1+A2+A3,開孔補強條件為AE≥AR。根據參考文獻[5]與參考文獻[6]中的論述、開孔補強面積示意圖及具體設計參數的確定,繪制了如圖1所示的開孔補強面積示意圖。從圖1中可以看出:用支管直管段的有效厚度甌代替甌后,對于該拔制高壓匯氣管面積A3是A2在R高度內的重復。
2.3 計算結果
??? 設滿足強度要求的名義厚度為δ′n,既滿足強度要求又滿足拔制工藝及補強要求的名義厚度(即最終確定的名義厚度)為δn,去除腐蝕裕量后的有效厚度為δe。根據以上論述進行計算,得出鋼管的壁厚參數如表1所示,支管拔制與開孔補強的主要參數如表2所示。
表1 鋼管壁厚參數表
?
鋼管參數 | ND | 外徑(mm) | δ(mm) | δ′n(mm) | δn(mm) | δe(mm) |
主管 | 400 | 426 | 13.74 | 18 | 28 | 25 |
氣出口 | 350 | 356 | 11.48 | 16 | 20 | 17 |
氣進口 | 150 | 168 | 5.42 | 9 | 12 | 9 |
表2 支管拔制與開孔補強的主要參數表
?
支管參數 | Rmax(mm) | Rmin(mm) | R(mm) | h(mm) | Ho(mm) | H(mm) | d′i(mm) | A1(mm2) | A2(mm2) | A3(mm2) | AE(mm2) | AR(mm2) |
氣出口 | 48.6 | 17.8 | 30 | 14.1 | 50 | 77.8 | 322 | 3625 | 858 | 331 | 4814 | 4425 |
氣進口 | 29.8 | 8.4 | 20 | 8.0 | 30 | 38.9 | 150 | 1689 | 278 | 143 | 2110 | 2061 |
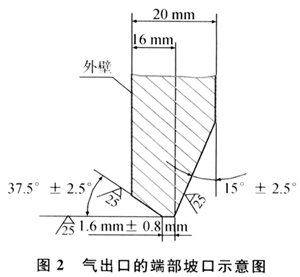
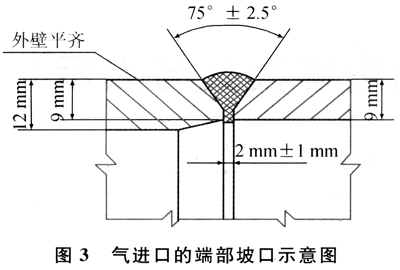
如前所述,在有效補強區域之外,接管的名義厚度可以取,為了方便與法蘭頸或外部管道對焊,需要對支管端部進行削邊處理,形成與外部連接的焊接坡口,削邊后的最小厚度不得小于強度要求的名義厚度。氣出口的端部坡口如圖2所示。氣進口的端部坡口如圖3所示。
?
??? 壓力檢測口的孔徑很小,無法進行拔制,所以采用鍛制加厚接管與主管筒體焊接。
3 結論
1) 高壓拔制匯氣管采用的強度計算公式與GB150規定的普通壓力容器強度計算公式不同,前者的計算厚度比后者大,與SW6相比,其直管段壁厚的計算公式更加保守,安全系數更高。
2) 支管最大拔出壁厚、圓弧過渡區曲率半徑、支管拔出高度、有效補強高度以及短節的長度都有相應規定及要求,設計時須嚴格遵照相關標準規定,仔細考慮它們的取值,確保匯氣管設計的安全可靠。
3) 主管、支管的名義厚度都是通過在一定范圍內(大于)假定一壁厚,計算并觀察結果是否滿足要求,在不斷的假定與調整中確定一個最佳值,可以利用計算機善于進行重復性計算的特點,編制相應的計算程序,優化設計過程,減少設計工作強度,縮短設計周期。
致謝:在項目的設計階段得到劉海寧工程師的耐心指導,在此表示衷心感謝。
參考文獻
[1] 張有渝,饒威,劉俊.開口模壓拔制高壓匯氣管的設計與制造[J].天然氣與石油,2007,25(6):42-43.
[2] 姜放,饒威.酸性環境中壓力容器用鋼及腐蝕防護新發展[J].天然氣工業,1999,19(1):94-97.
[3] 劉俊,馬東方.大長徑比匯氣管采用雙鞍座的安全可靠性分析[J].天然氣與石油,2007,25(2):84-85.
[4] The American Society of Mechanical Engineers.ASMEB31~Gas transmission and distribution piping systems[S],New York:[s.n.],2007.
[5] 油氣田及管道建設設計專業標準化委員會.GB 50251—2003輸氣管道工程設計規范[S].北京:中國計劃出版社,2003.
[6] 國家經濟貿易委員會.SY/T 0518 2002油氣管道鋼制對焊管件設計規程[S].北京:石油工業出版社,2002.
[7] 國家發展和改革委員會.SY/T 0609—2006優質鋼制對焊管件規范[S].北京:石油工業出版社,2006.




 常壓爐拆除風險評價及控制措施
常壓爐拆除風險評價及控制措施 長輸燃氣管道的安全保護距離
長輸燃氣管道的安全保護距離



