|
汽輪機軸頸劃傷的原因通常是由于系統中有雜物。一般情況下,新安裝機組是由于油系統管道臟,有電焊渣、金屬氧化皮等雜物,隨油進入軸瓦,磨損軸頸。而老機組是由于油系統管道銹蝕,在運行中銹片脫落進入軸瓦造成軸頸磨損拉溝。據了解,劃傷的多是在油系統管道末端的軸頸,這是因為管道末端的雜物較多。實踐證明,若在末端軸瓦來油管道上加裝磁棒濾網,可大大減少進入軸瓦的金屬顆粒,有效地控制軸頸的磨損。
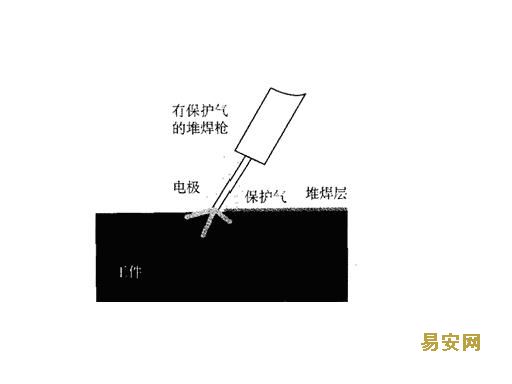
試樣在補層與基材界面斷裂,其強度已超過230MPa。結果表明,修復層與基體材料的結合強度良好。 |


 變電站運行工崗位風險告知卡高風險作業風險評估方案電氣設備的粉塵防爆雜散電流的防治安全技術措施電氣防火防爆技術知識手冊觸電防護技術知識手冊架空管路拆除安全技術措施低壓配電作業風險點告知卡
變電站運行工崗位風險告知卡高風險作業風險評估方案電氣設備的粉塵防爆雜散電流的防治安全技術措施電氣防火防爆技術知識手冊觸電防護技術知識手冊架空管路拆除安全技術措施低壓配電作業風險點告知卡 車間安全生產注意事項配電箱安裝及使用安全要求保證電力施工現場作業安全的組織措施…怎樣進行線損分析防臺防汛安全措施焊接立焊時的操作方法跌落式熔斷器的正確操作方法在電氣設備上工作 保證安全的技術措施
車間安全生產注意事項配電箱安裝及使用安全要求保證電力施工現場作業安全的組織措施…怎樣進行線損分析防臺防汛安全措施焊接立焊時的操作方法跌落式熔斷器的正確操作方法在電氣設備上工作 保證安全的技術措施