
常用的引弧方法有:
接觸引弧法:將焊條垂直與焊件碰擊,然后迅速將焊條離開焊件表面4~5mm,即產生電弧。
擦火引弧法:將焊條像擦火柴一樣擦過焊件表面,迅速將焊條捍提起,距焊件表面4~5mm,產生電弧。
熄弧:熄弧時應將焊條端部逐漸往坡口邊斜前方拉,同時逐漸抬高電弧,以逐漸縮小熔池,從而減少液體金屬和降低熱量,使熄弧處不產生裂紋、氣孔等。
焊件本身的金屬稱為基本金屬,焊條熔滴過渡熔池的金屬稱為焊著金屬;由于是弧的吹力,使焊件底部形成一個凹坑叫熔池。焊著金屬與基本金屬在主溫下熔合,冷卻后形成焊縫。焊縫表面覆蓋的一層渣殼叫焊渣。焊條熔化末端到熔池表面的距離稱弧長。基本金屬表面到熔池底部的距離稱熔深。如圖6-10所示。
?

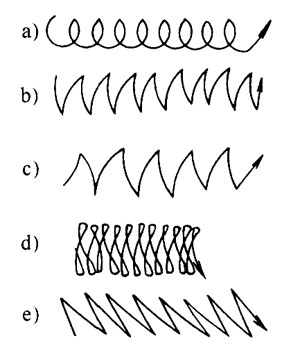
運條方法:焊接時焊條同時存在3個基本動作,即直線動作,橫向擺動、焊條送進動作。如圖6-11所示。橫向擺動幾種簡單的橫擺形象動作圖,如圖6-12所示。在實際操作中,應根據熔池形狀、大小的變化,靈活調整運條動作,使三者協調好。將熔池控制在所需的形狀與大小范圍內,不應受上述圖形的約束。
?

直線動作的快慢代表焊接速度,焊接速度的變化主要影響焊縫金屬橫截面積。
焊條送進動作代表焊條熔化的快慢,可通過改變電弧長度來調節熔化的快慢。弧長的變化將影響焊縫的熔深和熔寬。
3.焊接工藝的選擇 首次使用的鋼,若無齊全的該鋼材焊接性能試驗報告,應進行焊接性能試驗。焊接性能試驗可參照現行的有關標準。在確定鋼材的焊接性能后,應驗證擬定的焊接工藝能否獲得預定的焊接接頭機械性能,應進行焊接工藝評定。管道的焊接工藝評定宜參照現行的《壓力容器焊接工藝評定》(JB 3964)執行。
施焊前,應根據工藝試驗結果編制焊接工藝說明書。焊接工作應根據焊接工藝說明書進行,其主要內容包括:焊接材料、焊接方法、坡口型式及制備方法、焊口組對要求及公差、焊縫結構型式、焊接電流種類和極性、指定檢驗方法等。
4.焊條 焊條應與鋼管的化學成分及機械性能相近,工藝性能良好。焊條的存放應做到防潮、防雨、防霜、防油類侵蝕。焊條在使用前應按出廠證明書的規定或下列要求烘干:
(1)低氫型焊條烘干溫度為350~400℃,恒溫時間應為1h;
(2)超低氫型焊條烘干溫度為400~450℃,恒溫時間應為1h;
(3)纖維素型下向焊條烘干溫度以70~80℃為宜,不得超過100℃,恒溫時間應為0.5~1h;
(4)經過烘干的低氫型焊條,應放入溫度為100~150℃的恒溫箱內,隨用隨取;
(5)現場用的焊條,應放在保溫筒內;
(6)經烘干的低氫焊條(不包括在恒溫箱內存放的焊條),次日使用時應重新烘干,重新烘干次數不得超過兩次;若發現焊條有藥皮裂紋和脫皮現象,不得用于管道焊接。纖維素型下向焊焊條施焊時,一旦發現焊條藥皮嚴重發紅,該段焊條應報廢。
5.電源種類及極性 當使用鈦鈣型結422、低氫型結506焊條時,可用交、直流焊接;使用低氫型結507焊條時,用直流焊機。當采用堿性直流焊條(如結507或其他低碳焊條),用直流焊機焊接時,均采用直流反接(即焊條接正極)。
6.焊條直徑與焊接電流
(1)焊條直徑 采用較大直徑的焊條與較大的焊接電流,焊接速度快,但由于受到焊接結構的尺寸、板厚、焊接位置和質量要求等條件的限制,又必須把焊條直徑和焊接電流控制在一定范圍之內。對于不同壁厚的管子,焊條可參照表6-18選用。應注意在仰焊時,焊條直徑不應超過4mm。
?
| 管線厚度/mm | 焊接層數 | 焊條直徑 | ||
| 第一層 | 第二層 | 第三層 | ||
| 3.5~5 | 2 | 3.2 | 3.2 | - |
| 6~9 | 3 | 3.2 | 4.0 | 4.0 |
| 10~11 | 3 | 3.2 | 4.0 | 5.0 |
(2)焊接電流 增大焊接電流能提高生產率,但電流過大易造成焊縫咬邊、燒穿等缺陷,而電流過小也易造成夾渣、未焊透等缺陷。較薄的焊件焊接,用小電流和細焊條;焊厚焊件時,則用大電流和粗焊條。電流選用參看表6-19。用同樣直徑的焊條焊接不同厚度的焊件時,電流也不同。焊件越厚,焊接熱量散失越快,應選電流強度的上限。立、仰、橫焊時,所用的電流應比平焊小10%左右。
?
| 焊條直徑/mm | 1.6 | 2.0 | 2.5 | 3.2 | 4.0 | 5.0 | 5.8 |
| 電流強度/A | 25~40 | 40~65 | 50~80 | 100~130 | 160~210 | 200~270 | 260~300 |
7.焊接層數 對不同管壁厚度的管子,焊接層數有不同的要求。見表6-17。
8.焊接坡口型式和尺寸 燃氣管道焊接多用對接接頭;管子、管件的坡口和尺寸,當設計無規定時,應符合表6-20的要求。
?

長輸管道線路工程施工及驗收規范規定,管道對接接頭的坡口形式應為V型,其尺寸應符合表6-21的規定。


 危險化學品泄漏應急響應和處置措施液氨儲罐風險點告知卡低溫甲醇洗消耗偏高原因及解決措施裝卸搬運作業安全風險告知卡檢維修作業安全風險告知卡蒸化作業安全風險告知卡刷毛作業安全風險告知卡整經作業安全風險告知卡
危險化學品泄漏應急響應和處置措施液氨儲罐風險點告知卡低溫甲醇洗消耗偏高原因及解決措施裝卸搬運作業安全風險告知卡檢維修作業安全風險告知卡蒸化作業安全風險告知卡刷毛作業安全風險告知卡整經作業安全風險告知卡 受限空間作業安全要求進入有限空間作業注意事項及預防措施應急救援預案演練評價報告記錄天然氣危險性分析化驗室潛在安全隱患與防護措施埋地燃氣管道的安全間距控制危險源辨識及風險控制重大危險源辨識、評價及監控
受限空間作業安全要求進入有限空間作業注意事項及預防措施應急救援預案演練評價報告記錄天然氣危險性分析化驗室潛在安全隱患與防護措施埋地燃氣管道的安全間距控制危險源辨識及風險控制重大危險源辨識、評價及監控



