
脫硫廢水系統最大排放量可達 500t/d,產生的大量廢水無法綜合合理利用。經過研究發現,脫硫廢水可回用至撈渣機并可實現撈渣機的自動補水功能,既解決了脫硫廢水利用問題,又提高了機組自動化程度。
1前言
脫硫廢水系統最大排放量可達 500t/d, 產生的大量廢水無法綜合合理利用。 經過專業評估調研,脫硫廢水可回用至撈渣機,解決脫硫廢水利用問題。
因二級水封水直接冷卻煤粉燃燒后生產的灰渣, 對水源品質要求低,故將煤泥沉淀池內水源引至渣水池內,對鍋爐二級水封水進行補充,實現該部分水源的綜合利用。 利用原有煤泥沉淀池內含煤廢水輸送泵將排至其內的脫硫廢水等回收至渣水池,并增加對煤泥沉淀池和渣水池的液位監視點,且在管路中安裝手動隔離門和電動門以實現自動補水功能。
另外,對一級水封增加液位監視點,并在一級水封補水管路上安裝電動門, 根據液位的高低以實現一級水封的自動補水功能。
2脫硫廢水再利用可行性論證
2.1 脫硫廢水處理技術方案比較
2.1.1 除塵器前噴霧氣化
將處理后的脫硫廢水輸送至電除塵前, 經霧化后利用延期熱量氣化,廢水中的鹽分等經電除塵捕捉,隨飛灰輸送走。目前該方案全國應用實例有限, 存在的主要問題為霧化不充分,造成煙道淤積嚴重。 考慮到節能及環保改造,增設低溫省煤器或分級省煤器后,煙氣溫度將有較大幅度降低,故該方案不適用于目前脫硫廢水利用。
2.1.2 蒸發結晶
將處理后的脫硫廢水,經脫鈣后利用蒸發結晶技術,將水分蒸發回用,將廢水中溶解的鹽類生產成工業鹽,徹底對廢水進行利用,可實現脫硫廢水零排污。
經調研, 每小時 25t 的廢水蒸發結晶設備, 投資費用約9000 萬元 ,費用較高 。 因脫硫廢水量相對全廠排污量來說較少,廢水零排放需統籌考慮,故暫時不適合利用該技術。
2.1.3 回用至撈渣機系統
孟津電廠撈渣機為濕式除渣系統, 根據西安熱工院水平衡報告,兩臺鍋爐撈渣機的補水量為 26m3/h( 包括鏈條沖洗 、水封補水、蒸發、渣攜帶),如脫硫廢水可回用至撈渣機,可解決脫硫廢水利用問題。
2.2 回用至撈渣機可行性論證
2.2.1 對撈渣機本體腐蝕的論證
(1)根據 《 腐蝕數據手冊 》, 海水中 Cl 離子對碳鋼的腐蝕速率為 0.1mm/年,在其他高濃度 Cl 離子溶液中腐蝕速率 0.1~0.5mm/年 ,對其合金鋼的腐蝕量小于此值 。
(2)撈渣機板材厚度 10mm,依照最大腐蝕量計算 ,在一個大修周期內腐蝕量不超過板材厚度的 1/3。 考慮到撈渣機殼體有較厚垢層,實際腐蝕量遠小于此值。
(3)撈渣機鏈條為德國 RUD 公司生產 , 主要合金元素為鉻、鎳、鉬,具有優良的抗 Cl 離子腐蝕性。綜合上述,故撈渣機本體可承受由此帶來的腐蝕。
2.2.2 氯離子對鍋爐受熱面材料腐蝕
根據海水淡化蒸餾水鹽分數據, 水汽攜帶的氯離子濃度為 5mg/L(參閱《海洋技術》第四期,第 21 卷《低溫多效蒸餾海水淡化技術》數據,同時咨詢國華研究院海水淡化研究室,在海水淡化時鹽分攜帶約為 1/7000)。 撈渣機水溫約 50℃左右,水汽蒸發攜帶量可參考此值,范圍在 0.7~5mg/L。
根據西安熱工院水平衡報告核算撈渣機蒸發量為 5t/h,水汽攜帶氯離子進入爐膛量最大量為 25000mg, 依照煙氣量 150萬/Nm3核算,進入的氯離子經稀釋后,濃度為 0.017mg/Nm3。
正常燃燒時,煙氣中 HCl 含量濃度約為 35~50mg/Nm3(即脫硫廢水中 Cl 離子主要來源), 故撈渣機水汽攜帶氯離子對鍋爐受熱面影響程度,可忽略。
2.3 結 論
綜上論述,?脫硫廢水回用至撈渣機系統在安全上風險可控,具備操作條件,公司在進行相關改造,對脫硫廢水進行綜合利用,解決脫硫廢水處置難題。
3濕式撈渣機自動補水裝置改造方案
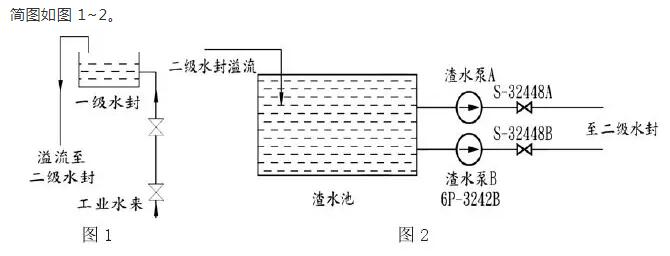
3.1 撈渣機原補水方式
改造前撈渣機的補水水源為工業水, 補水方式為定時就地手動補水, 運行每值根據負荷不同情況對一級水封進行補水并溢流至二級水封,二級水封不單獨進行補水,一般僅通過一級水封補水時溢流進行補充, 二級水封通過渣水循環泵將渣水池內水打回二級水封, 從而保持二級水封水的連續溢流狀態。 在此基礎上對撈渣機補水進行綜合利用自動改造。
3.2 改造方案
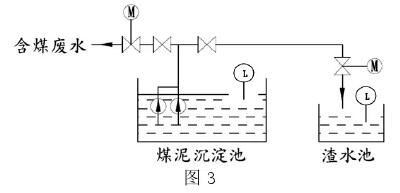
(1)因二級水封水直接冷卻煤粉燃燒后生產的灰渣 ,對水源品質要求低,故將脫硫廢水引致煤泥沉淀池,利用原有煤泥沉淀池內含煤廢水輸送泵將排至其內的脫硫廢水回收至渣水池, 對鍋爐二級水封水進行補充, 實現該部分水源的綜合利用。 管路規格尺寸保持與原有泵出口管路一致,并增加對煤泥沉淀池和渣水池的液位監視點, 且在管路中安裝手動隔離門和電動門以實現系統切換,簡圖如圖 3。
改造后系統運行簡述:
①煤泥沉淀池輸送泵至含煤廢水自動: 當煤泥沉淀池液位高時,聯鎖開啟煤泥沉淀池至含煤廢水電動門,并啟動輸送泵(輸送泵一運一備),液位低時聯鎖停止輸送泵,并關閉煤泥沉淀池至含煤廢水電動門。
②煤泥沉淀池輸送泵至渣水池自動: 當渣水池液位低時,聯鎖關閉煤泥沉淀池至含煤廢水電動門, 聯鎖開啟煤泥沉淀池至渣水池電動門,并啟動輸送泵,向渣水池補水,直至渣水池液位恢復正常水位(若煤泥沉淀池液位低則閉鎖輸送泵啟動,并觸發報警)。
(2)保留原工業水補水至一級水封管路 ,并新增一路工業水補水至一級水封管路,規格尺寸與原有補水管路保持一致,管路上安裝手動隔離閥和電動閥以實現檢修隔離和遠 方操作,增加兩個一級水封液位監視點,液位計安裝于一級水封槽對角,簡圖如圖 4。
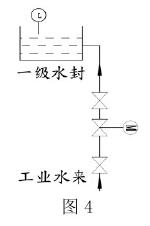
改造后系統運行簡述:一級水封槽液位有任何一點低時,聯鎖開啟開啟一級水封補水電動門進行補水, 當補充至一級水封高液位時,補水自動停止。
(3)二級水封通過渣水循環泵將渣水池內水打回二級水封,從而保持二級水封水的連續溢流狀態,并將渣水循環泵增設低液位保護,保證渣水循環泵的運行安全性。
4脫硫廢水再利用及撈渣機自動補水裝置的優點
(1)脫硫廢水系統產生的大量廢水無法綜合合理利用 。 脫硫廢水通過煤泥沉淀池可回用至撈渣機二級水封, 解決部分脫硫廢水利用問題。
(2)實現了渣水池及一級水封液位的自動控制 ,減輕了運行人員的就地操作工作量。
(3)使渣水池及一級水封液位 “可視 ”,提高了機組設備運行的可靠性。
5本方案帶來的社會效益與經濟效益
社會效益:環境保護,社會效益顯著。 此項技術將為節約水資源和保護環境發揮積極作用。
經濟效益:根據西安熱工院水平衡報告,孟津電廠兩臺鍋爐撈渣機的補水量為 26m3/h(包括鏈條沖洗 、水封補水 、蒸發 、渣攜帶)。 按照兩臺機組全年利用小時數 3300h,機組負荷率60%估算 ,每年可回收利用脫硫廢水 26×3300×0.6=51480t,每噸水按照單價 2.5 元計算,全年可節約水資源 12.87 萬元。


 污水處理過程中溶解氧的控制問題匯總論污水的化學處理之化學混凝法超低排放改造與脫硫廢水處理的優化探討淺析化工廢水特點及廢水處理原則、特征
污水處理過程中溶解氧的控制問題匯總論污水的化學處理之化學混凝法超低排放改造與脫硫廢水處理的優化探討淺析化工廢水特點及廢水處理原則、特征 三種常見的高鹽廢水處理方式城市黑臭水體治理技術體系研究化工污水處理過程中的危險因素分析關于污泥性狀異常及簡單分析結果UASB厭氧處理工藝污水處理系統應急預案農村生活污水處理燃煤電廠脫硫廢水零排放預處理工藝選…煤化工廢水處理技術研究SBR法處理煤化工廢水中石油烴類的試…發電廠節水及廢水綜合利用改造實例工業園區污水處理工藝選擇
三種常見的高鹽廢水處理方式城市黑臭水體治理技術體系研究化工污水處理過程中的危險因素分析關于污泥性狀異常及簡單分析結果UASB厭氧處理工藝污水處理系統應急預案農村生活污水處理燃煤電廠脫硫廢水零排放預處理工藝選…煤化工廢水處理技術研究SBR法處理煤化工廢水中石油烴類的試…發電廠節水及廢水綜合利用改造實例工業園區污水處理工藝選擇



